



为了让您更地了解我们的采购乡村安保防护栏必看-质量优,我们精心制作了产品视频。请花1分钟时间观看,您会发现更多细节和优势。
以下是:甘南合作采购乡村安保防护栏必看-质量优的图文介绍


焊接时尽量做到不摆动、 多道焊接, 以减少焊接过程中的成分稀释。 不锈钢复合钢管的焊接坡口原则上采用机械加工, 在施工现场时也可采用等离子弧切割和火焰切割等方法来加工坡口, 但是需要留有足够的加工余量以备坡口加工面的氧化层和过热层。 从焊接工艺的角度,不锈钢复合钢管可以采用焊条电弧焊进行焊接, 也可以采用埋弧焊结合焊条电弧焊的焊接工艺。 内衬不锈钢复合钢管过渡层的熔融金属成分复杂,为了使金属成分的梯度不至于过大, 因此, 采用热输入稍大的 SMAW 焊。 过渡层焊接的焊条宜选择工艺性能较好的酸性焊条 E4303, 标准 2.5 mm。 不锈钢复合钢管采用 V 形坡口单面焊接工艺时, 基层部分的焊接也应选取高铬镍奥氏体焊材, 否则会在基层与过渡层及坡口部分焊缝熔合区形成马氏体组织, 甚至出现微裂纹。 为减小焊缝金属熔合比, 基层焊接应采用较小的焊接线能量分道焊接, 尽可能地减少电弧在坡口处的停留时间。



广顺交通设施(合作分公司)自成立以来,坚持以守诚、便捷、资源整合、促进行业为理念,坚守主业、专注副业,深挖 波形护栏板厂家上下游产业结构,以行业领军为愿景,为 波形护栏板厂家行业的发展为使命,狠抓管理、认真学习、专业培训,打造出一支专业化团队,成为了行业的新星。


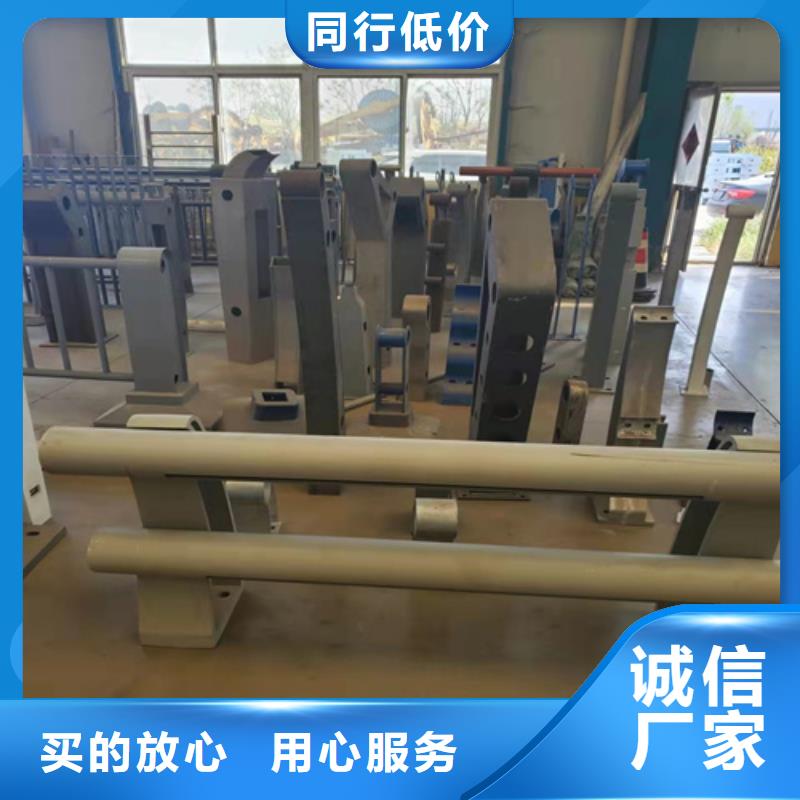
下面为大介绍一下不锈钢复合管护栏的良能:制作安装简便快捷,采用的插扣式连接,大大安装效率。品种规格繁多,多种造型任你选择,兼具风格和当今流行时尚,尽显高贵与现代美感。、环保,对人(畜)无害,即使无意触及护栏也不会像钢,铁护栏那样伤人。 护栏具有足够的强度和抗冲击性能。采用特种喷涂或氧化,抗紫外线、不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不锈钢复合管护栏使用寿命可达60年以上。以上介绍的是不锈钢复合管护栏的良能,希望大家有所了解,更多信息请登录。 下面为大介绍一下不锈钢复合管护栏的消息:制作安装简便快捷,采用的插扣式连接,大大安装效率。品种规格繁多,多种造型任你选择,兼具风格和当今流行时尚,尽显高贵与现代美感。、环保,对人(畜)无害,即使无意触及护栏也不会像钢,铁护栏那样伤人。 护栏具有足够的强度和抗冲击性能。采用特种喷涂或氧化,抗紫外线、不退色、不发黄、不脱皮、不开裂、不起泡、不虫蛀,不锈钢复合管护栏使用寿命可达60年以上。以上介绍的是不锈钢复合管护栏的消息,希望大家有所了解,更多信息请登录。



内衬不锈钢复合钢管基层为Q235B, 因此采用 SMAW 的方法, 焊条选择准 3.2 mm 的 THA302 为合适, 既可以保证焊缝金属的强度, 还可以保证其塑韧性。 内衬不锈钢复合管在焊接时首先进行下料, 必须采用车床, 锯床等冷加工机械进行下料, 严禁使用火焰或等离子等切割工艺, 接着对内衬不锈钢复合管的焊接面进行焊缝坡口处理, 焊缝坡口的加工一般须采用专用坡口机, 车床等冷加工机械, 严禁采用火焰切割等热加工方法加工, 然后对内衬不锈钢复合管的坡口进行整形, 以内径尺寸为准, 采用内芯整圆的方法, 使焊接坡口处复层的椭圆度偏差符合要求。 焊接不锈钢复合钢的焊工需要具备焊接基层和复层母材的焊工资质,焊接过渡层的焊工同时还应具有耐蚀堆焊资质。 施焊之前必须有合格的焊接工艺评定。 焊接工艺评定编制前, 必须明确所要选取的焊材、 焊接顺序、是否要求焊前预热及焊后热处理。



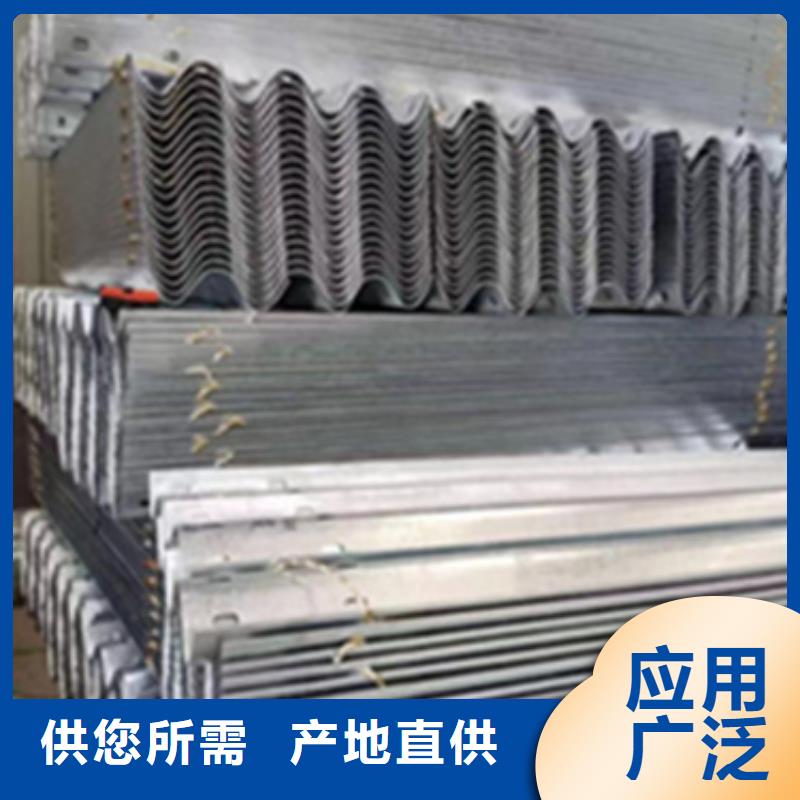
高速公路护栏包括护栏板和立柱,立柱间距一般为2米和4米,2米间距立柱主要在危险路段使用。高速公路标准段每公里用250块护栏板。立柱间距4米,每公里用250根立柱,端头2个,柱帽250个,防阻块250个,连接螺栓250套,拼接螺栓2000套。 护栏用钢按每公里护栏板和立柱用钢计算。根据兰格钢铁信息研究中心对部分高速公路和市政道路的调查、统计,估计每公里护栏用钢量约为90-100吨左右。由此估算出期间高速公路用钢量约在300万吨,后两年高速公路护栏用钢约在122万吨;而2013年全年高速公路护栏用钢约在78万吨左右。 ”期末高速公路护栏用钢大幅增长据兰格钢铁信息研究中心测算,依据公路行业规划目标,及公路行业的运输需求情况(旅客运输需求量和货物运输需求量),采用多种方法(回归模型、弹性系数、比。 公路护栏在我们生活中起到了重要的作用,为我们的起到了保驾护航的作用,下面来了解一下高速公路护栏的要求:标准护栏板总长度4320毫米(安装完毕后净剩4米)立柱间距4米。两波形梁护栏板的宽度310mm,波高85mm,板厚:3mm、4mm;理论重量:3mm厚的为416kg,4mm厚的为655kg;每公里3MM厚的重13吨,4MM厚的重1388吨。